


根据切削运动和具体的加工要求,刨床的结构比车床、铣床简单,价格低,调整和操作也较方便。所用的单刃刨刀与车刀基本相同,形状简单,制造、刃磨和安装皆较方便。刨削的主运动为往复直线运动,反向时受惯性力的影响,加之刀具切入和切出时有冲击,限制了切削速度的提高。单刃刨刀实际参加切削的切削刃长度有限,一个表面往往要经过多次行程才能加工出来,基本工艺时间较长。刨刀返回行程时不进行切削,加工不连续,增加了辅助时间。
因此,刨削的生产率低于铣削。但是对于狭长表面(如导轨、长槽等)的加工,以及在龙门刨床上进行多件或多刀加工时,刨削的生产率可能高于铣削。刨削的精度可达IT9~IT8,表面粗糙度Ra值为3.2μm~1.6 μm。当采用宽刃精刨时,即在龙门刨床上用宽刃细刨刀以很低的切削速度、大进给量和小的切削深度,从零件表面上切去一层极薄的金属,因切削力小,切削热少和变形小,所以,零件的表面粗糙度Ra值可达1.6μm~0.4 μm,直线度可达0.02mm/m。宽刃细刨可以代替刮研,这是一种先进、有效的精加工平面方法。
木工机械刨床主要标准有:ZBJ57011-89、JB/Z121-89《悬臂刨床、龙门刨床参数及系列型谱》,JB/T2732.1-94《悬臂刨床、龙门刨床精度》,JB/T2732.2-94《悬臂刨床、龙门刨床技术条件》,JB/T3362-91、JB/T5607-91《牛头刨床参数及系列型谱》,GB/T14302-93《牛头刨床精度》,JB/T3363-93《牛头刨床技术条件》,JB5758-91、SJ/T10786-96《水平移动牛头刨床精度及技术条件》,ZBJ57012-89、JB/Z147-89《插床参数及系列型谱》,JB2825-91《插床精度》,JB/T8826-94《插床技术条件》等。此外,尚有产品质量分等标准。出口产品不得低于一等品。
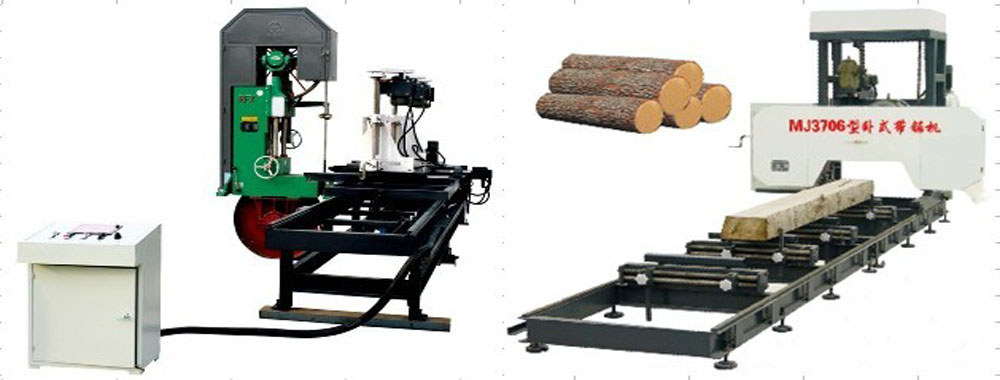
用木工机械刨床刨削窄长表面时具有较高的效率,它适用于中小批量生产和维修车间。刨床是用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床。使用刨床加工,刀具较简单,但生产率较低(加工长而窄的平面除外),因而主要用于单件,小批量生产及机修车间,在大批量生产中往往被铣床所代替。