

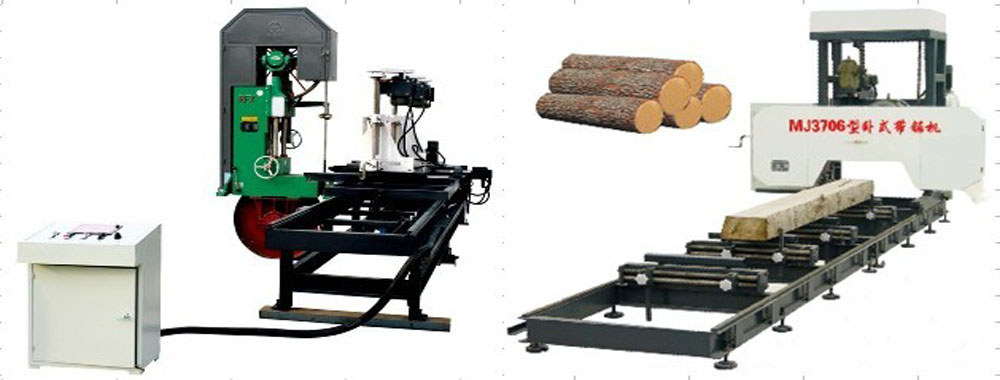

顺德木工机械带锯机锯条宽度应与锯轮轮面宽度相适应
带锯机锯条的张紧装置分弹簧和压铊(重锤)两种,本机系弹簧装置。基张紧度应根据锯条的宽度、厚度、转速等决定。通常采用手指压动锯条,根据锯条的左右弯曲度来确定其张紧力是否妥当。在一般情况下,当用手压动锯条时,锯条的弯曲度以在3.2~6.4毫米之间为宜。
带锯机锯条宽度应与锯轮轮面宽度相适应,不能超出轮面过宽。
锯条夹在锯卡子中间,锯齿齿底应与锯卡子外缘成一直线,锯条不能夹的过紧,应能在锯卡子中间滑动,两边要留有空隙,每边空隙约0.04~0.08毫米。锯条后背约离滑轮0.8毫米,如果锯条空转时就已经接触到滑轮,即说明锯条靠后,或滑轮靠前,或锯条适张度消失,应调整上锯轮或滑轮,或将锯条卸下再行检查碾压修整。
带锯机更换锯条时先打开上下护门,松开滑板固定螺钉,转动升降手轮,使上锯轮下降,锯条松动,取出旧锯条,将磨修好的锯条套在上下锯轮上,注意将锯齿的锐角方向向下,不要上翻,然后再转动升降手轮,使上锯轮上升,张紧锯条。再用手转动上锯轮,看锯齿是否全部露在锯轮轮缘的外侧面,如未露出即应再将上锯轮加以调整,直到锯齿露出轮缘,在上下锯轮边缘走动平稳,并垂直于工作台面为止。

顺德木工机械刨床的前工作台的作用:
毛料的被加工表面一般比较粗糙,并具有一定程度的弯曲和翘曲,毛料被刨平的过程中在前工作台而上的稳定程度直接影响工件的加工精度。在加工弯曲毛料时应取其表面为中凹的而作为基准面.当毛料下表面中凹长度小于前工作台长度时.在毛料和工作台面相对滑动过程中.被加工表面上若干支承点在工作台上所构成的支承面高度位置的变化比较稳定.容易获得较精确的平面.
平刨然而,当毛料的长度大于前工作台长度,而且被加工工件的下表面是中凹的情况时,毛料在向前移动中后部逐渐升高,所以毛料在前工作台上支承平面就很不稳定,因此,加工出的平面平直性较差。影响支承面高度位置不稳定的因素主要是毛料的长度、厚度、表面粗糙度以及翘曲程度等。但是,当毛料继续沿工作台向前移动并通过刀轴达到一定的长度时(200-300mm )操作人员对毛料前端的加压点就移到后工作台上,这时的刨削加工是以后工作台为基准面的。因为毛料前部的己加工平而己经可以作为墓准面了。所以,当位于前工作台上的毛料弯曲不影响加工时,工件就能获得相当平直的被加工表面。
由于开始刨削时毛料支承面不稳定的影响,实际上通过一次纵向刨切加工,毛料不可能得到完全精确的平面。所以,为了得到精确的基准而.一般要通过若干次加工,而且随着次数的增加,不均匀的毛料篆准面逐渐被刨平,从而获得较精确的平面。